改善例1.ギアパンチ耐久性向上
 改善① ギアパンチ形状の見直し |
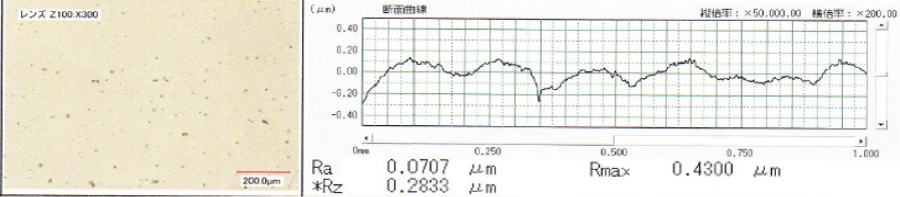
 改善② 金型表面粗さを向上させることで、コーティング密着性を上げ摩耗対策 |
 基準数(耐久ショット数)向上 改善前 平均6500ショット |
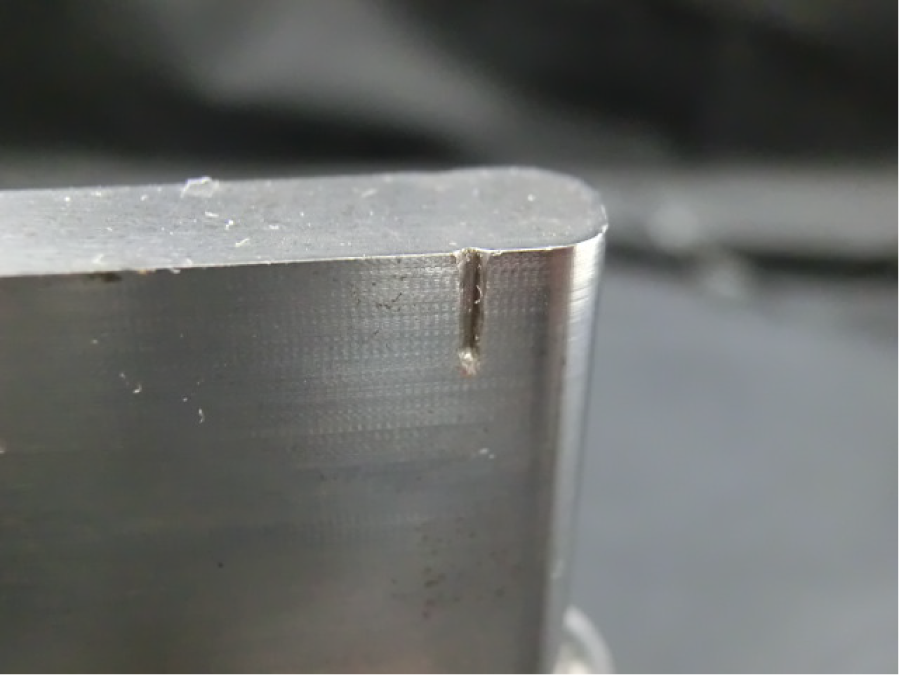
改善例2.ギアパンチ形状

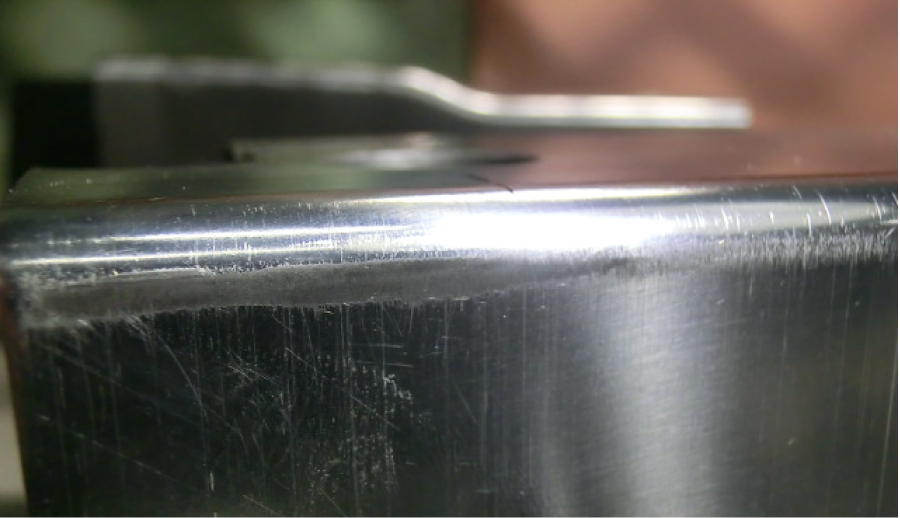
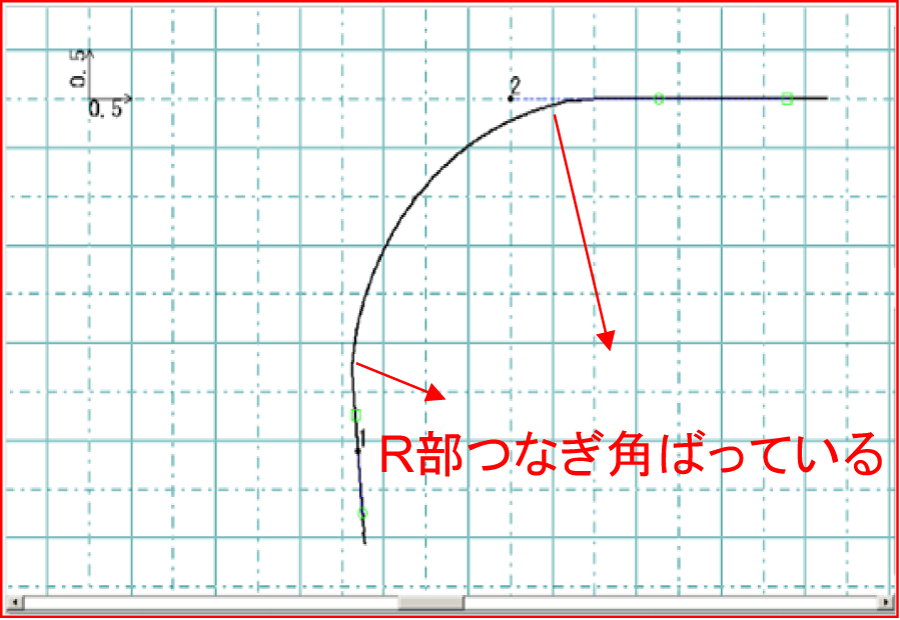
改善前
トップC面にかかる衝撃が強くカケ発生
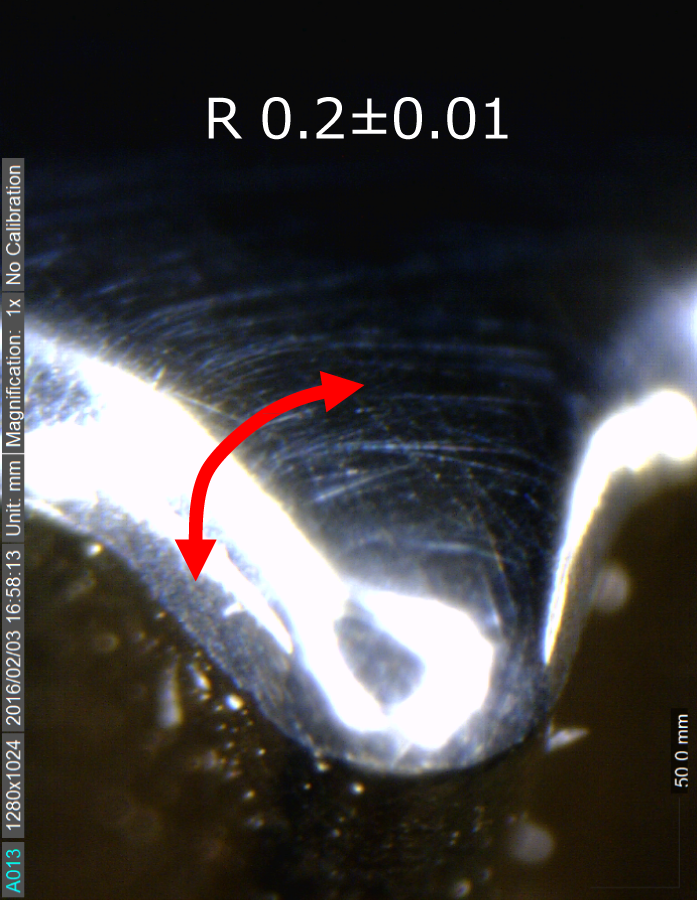
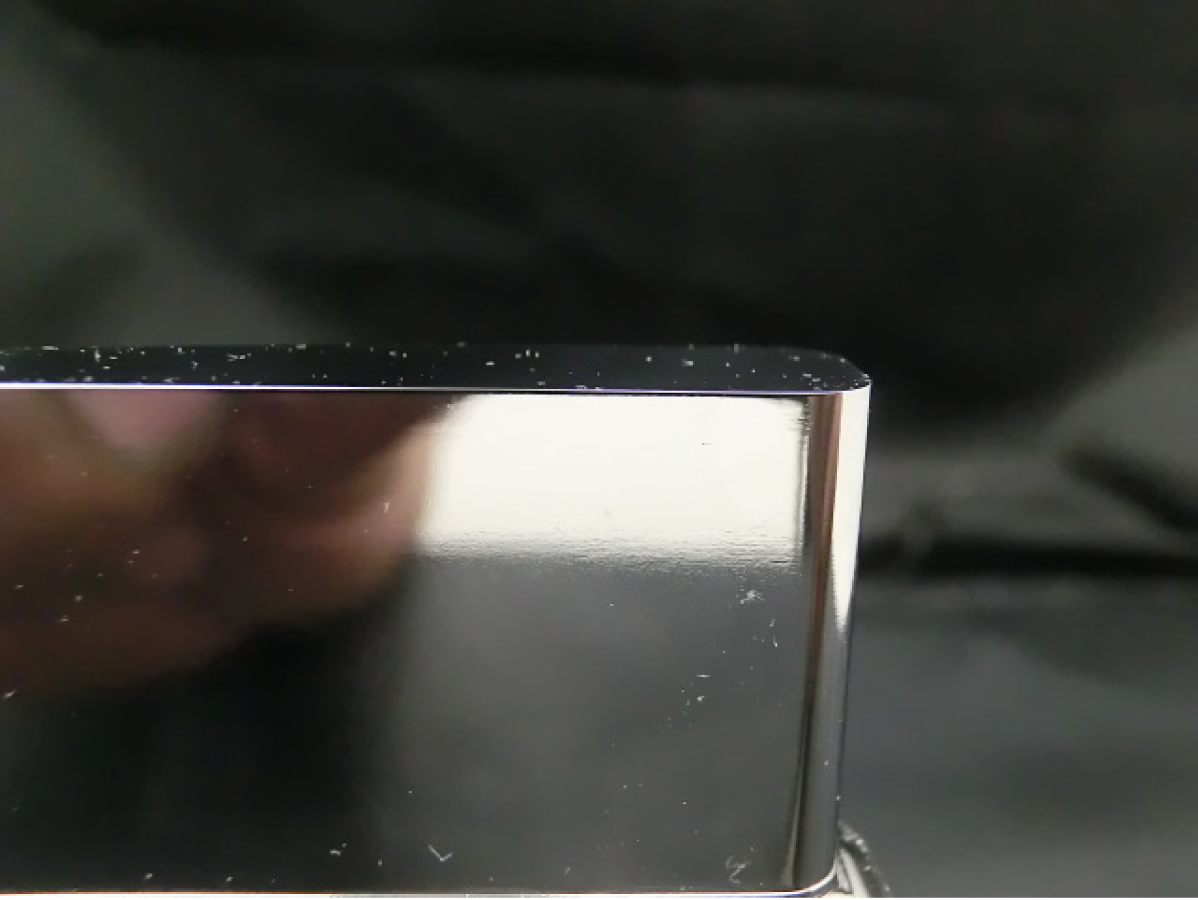
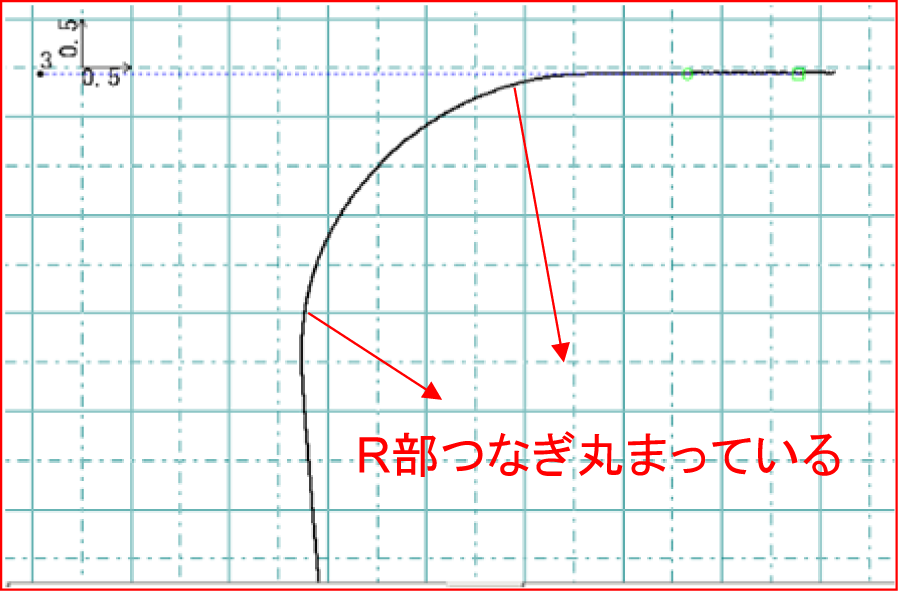
改善後
R面衝撃を和らげカケを防止
改善例3.コーティング下地処理
改善前
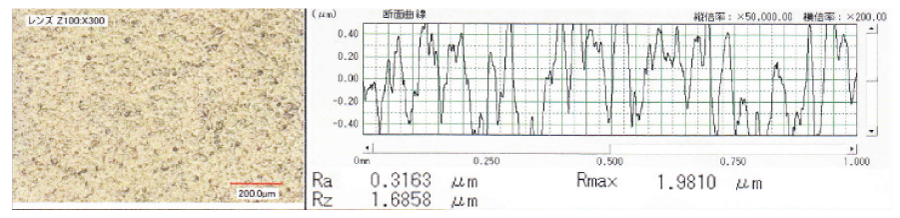
改善後
パンチ上面ラップ処理 面粗度 Rz1.7 ⇒ Rz0.3
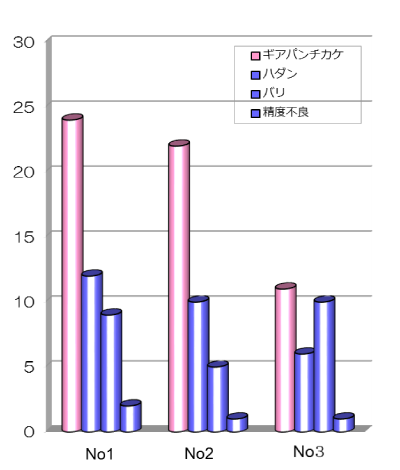
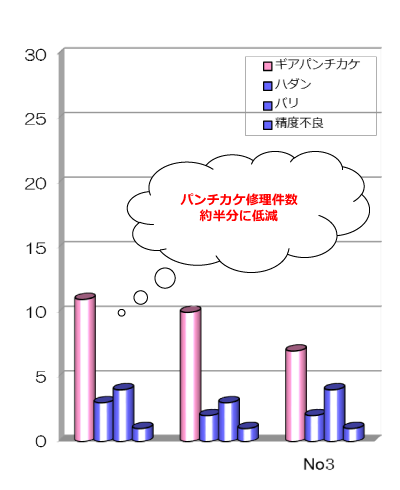
改善効果 (修理件数低減)
 |
 |
||||||||||||||||||||
部品費用 約170,000円金型使用数 2本約4,500,000円/月 低減金額 |
|||||||||||||||||||||
改善例4.溶接ボカシ ラップ
処理前
処理後
改善例5.曲げダイのRエッジ部
ラップ前
ショット数 2万~3万
使用後溶接などで補修後使用

改善後
ショット数 12万
目立った損傷は見られないがコートが傷んだので剥離後再ラップ
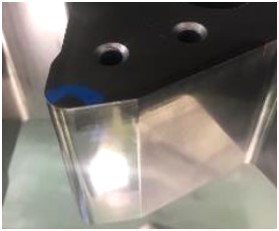
改善例6.厚板トリム加工部品
1.問題点(現状)
新品時20,000ショット前後で型メンテ
再研(5㎜)後、10,000ショット前後で交換と短寿命
材質・・・SAPH-440-OD
板厚・・・4.5㎜
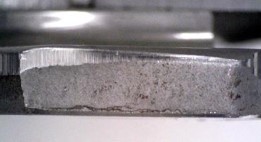
2.交換理由
金型R部(右→箇所)にチッピングが発生し、2次せん断が散発
従来コーティングは、CrN
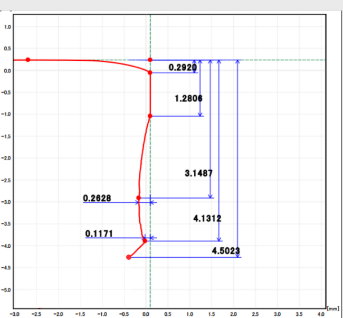
3.改善内容
コーティング前後の磨き
刃先微小R処理
コーティング膜種の変更
CrN→AlCrN
 改善前拡大写真 |
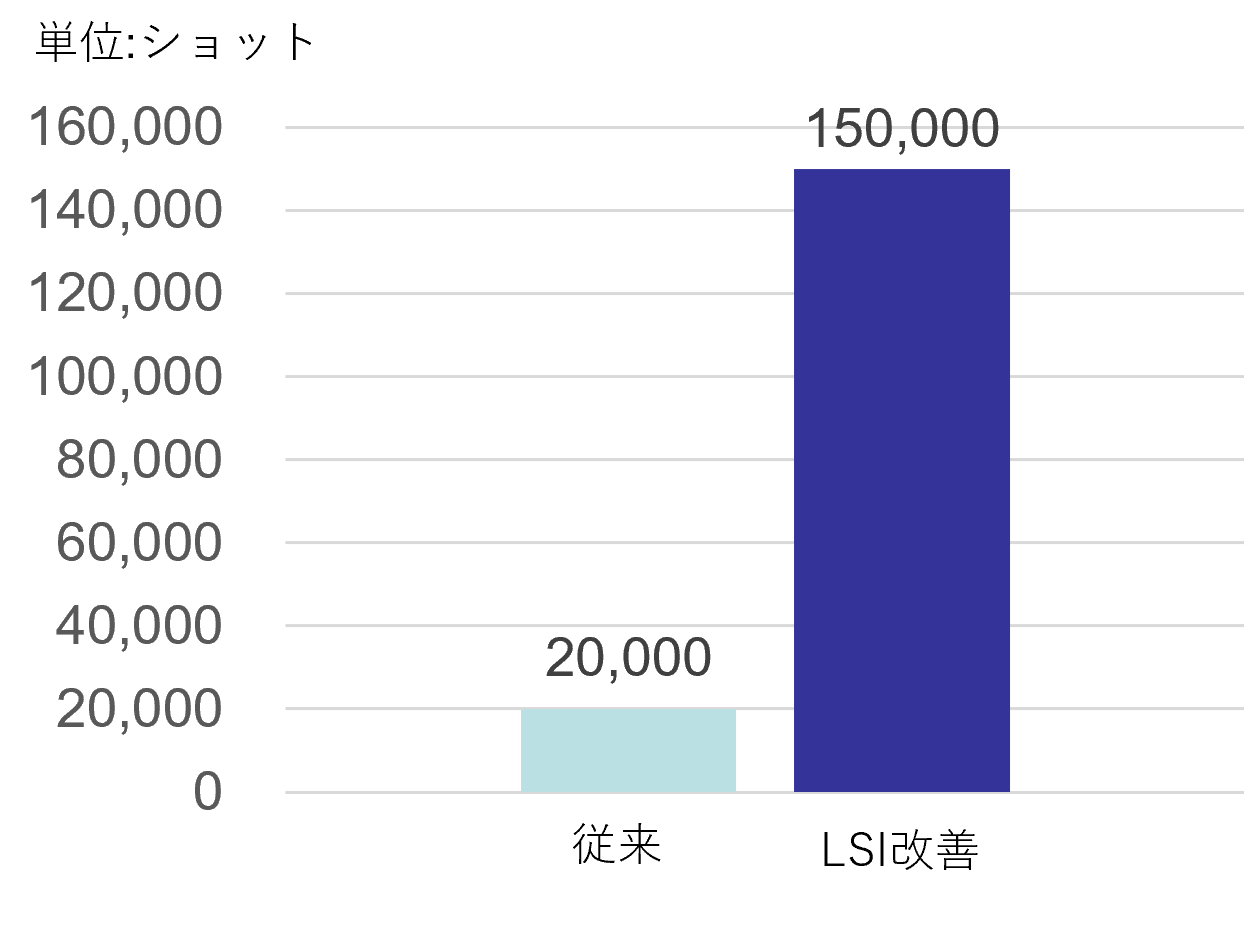 寿命対比 |
改善前

改善後
改善例7.欠円Rの磨き事例
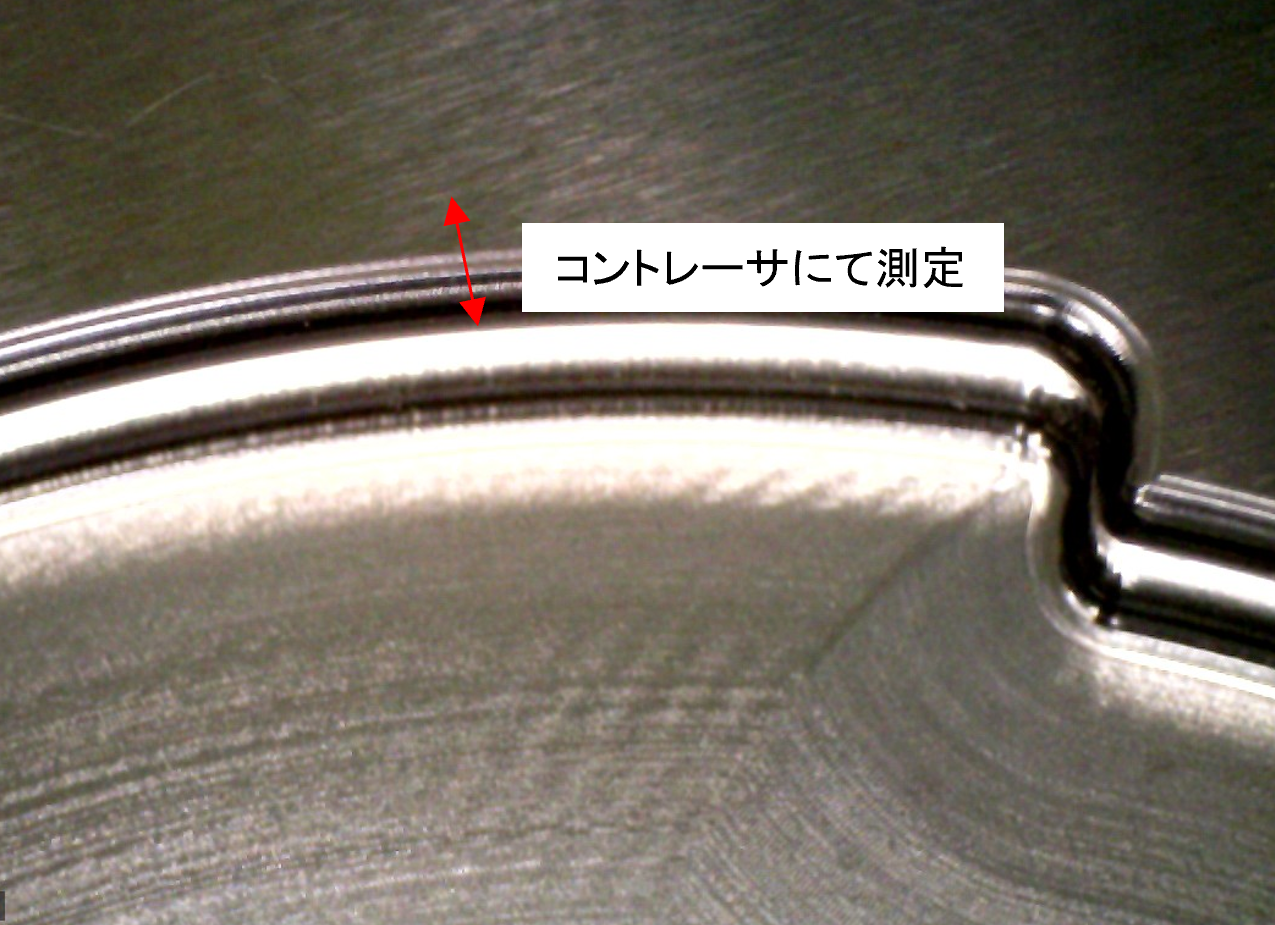
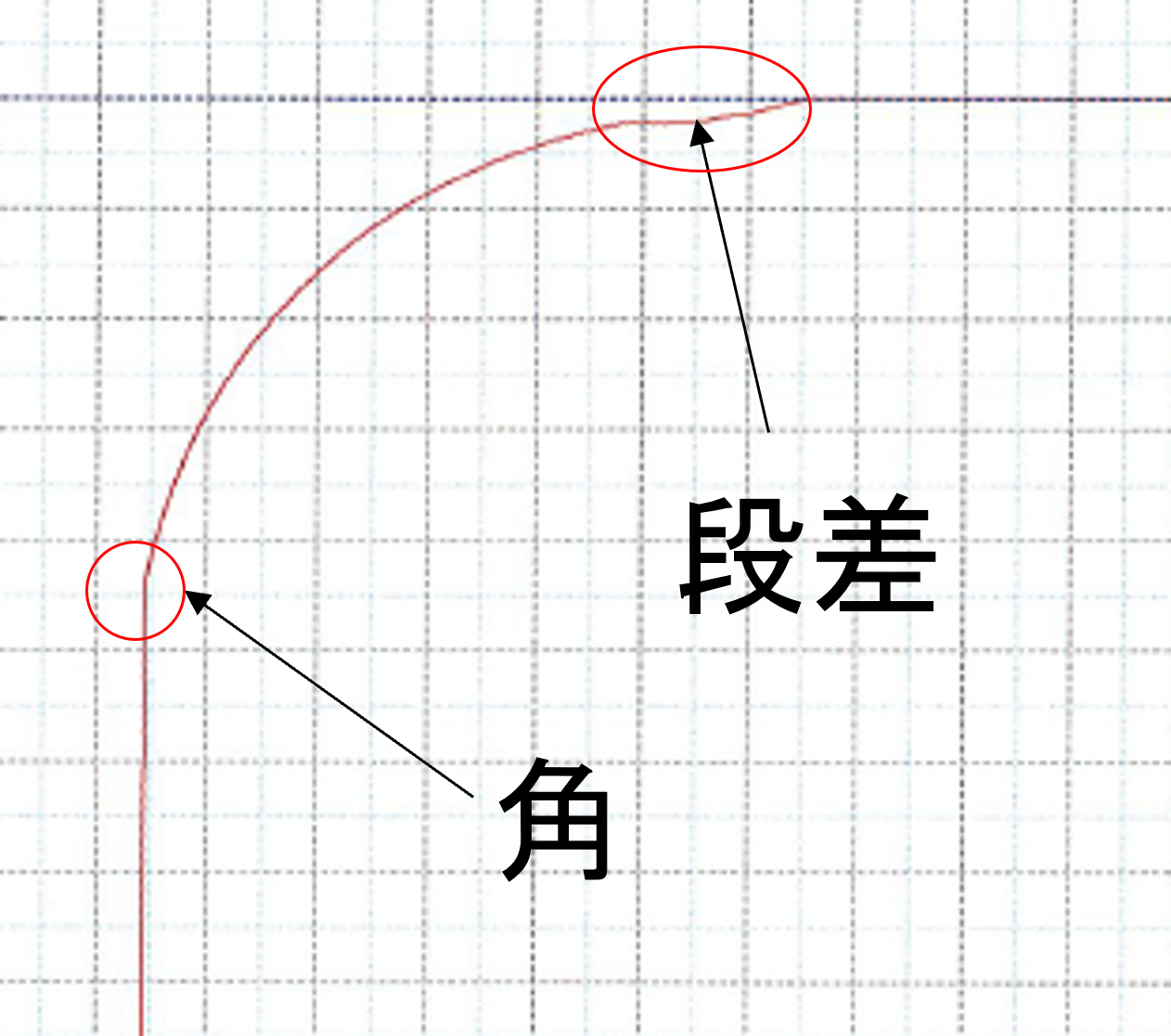
磨き前
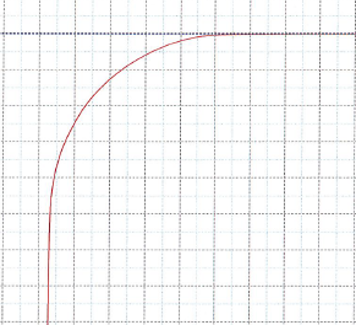
磨き後